- Your location
- HOME
- > News
Sept 10th,2010: G.M MAI was invited by CHINA NONFERROS METALS INDUSTRY ASSOCIATION for report of latest quenching system .

上海![]() 精密淬火技术报告会
精密淬火技术报告会
挤压铝型材在线精密淬火技术论文
Shanghai Precision Quenching Technology Report
High Precise Quenching Technology for Aluminium Extrusion System
作者: 麦鸿杰 (佛山市南海赛福铝材设备有限公司①总经理)
Reporter: Mr. Hongjie Mai (General manager of Foshan Nanhai Save Aluminium Equipment Co., Ltd. ①)
论文发布时间: 2010-09-10; 地点: 上海市
Date: Sep 10, 2010; Shanghai
关键词:挤压,铝型材,尺寸精度,在线淬火,淬火(冷却)强度,冷却速度,淬火对冷却速度敏感性
Keywords: aluminium extrusion, aluminium profile, dimensional accuracy, online quenching, quenching (cooling) intensity, cooling rate, quenching sensitivity to cooling speed
内容摘要:
近年来,随着国民经济的快速发展,铝型材在工业上的应用日益广泛。同时,对铝型材的要求越来越高,主要表现在:1、型材的截面要求越来越宽,形状越来越复杂;2、尺寸精度越来越严格;3、力学性能越来越高。要满足市场对铝型材产品的要求,就给型材的生产工艺和装备提出更高的要求,特别是在线淬火环节。因为要使型材达到高的力学性能,型材淬火时的冷却速度必须确保过饱和固溶体被固定下来不分解,防止强化相析出,以免降低淬火时效后的力学性能。因此,淬火时的冷却速度应越快越好。但是冷却速度越快,淬火型材的残余应力和残余变形也越大,型材的尺寸精度就无法保证。所以,要同时满足以上三方面的要素,就给淬火(特别是在线淬火)提出更高的要求:1、必需能够提供足够大的冷却速度范围,以满足不同合金的淬火对冷却速度敏感性的要求和不同型材壁厚对冷却速度的要求;2、在保证足够大的冷却速度的同时有效减少型材冷却时的变形,以保证型材的尺寸精度。
Summary:
In recent years, with the rapid development of economy, the increasing application of industrial aluminum profile results in higher demands, which are mainly in: 1. wider section and more complicated shape; 2. more accurate dimensional tolerance; 3. higher mechanical properties. To meet the requirements of the market for aluminum products, the production process and equipment should be more demanding, especially online quenching process. Because to achieve high mechanical properties, ensure fixed supersaturated solid solution, and reserve the hardening precipitates, it demands for fast cooling rate. However, the faster the cooling rate, the greater the residual stress and residual deformation of the quenched profile. Thus the dimensional accuracy of the profile can not be guaranteed. Given above three elements, we claim that more emphasis should be put on quenching process (especially online quenching): 1. with a various range of cooling rate to be managed to meet the requirements of quenching sensitivity to cooling speed and wall thickness of different alloys; 2. with adequate cooling rate, the deformation of the profile after cooling is effectively reduced to ensure the dimension precision.
背景:铝挤压材在线淬火的现状
Background: The actuality of quenching technology in extruded aluminium
经过近十年的快速发展,铝挤压装备已得到很大的提升,在线淬火的技术也得到很大的进步,但仍然跟不上铝型材产品发展的需要。
After nearly a decade of rapid development, machines including online quenching for aluminum extrusion has been greatly improved, yet it still can't answer to the development of aluminum products.
1、目前国内在用的传统在线淬火大部分都相对较落后
Most of the conventional online quenching in China is relatively backward
1)未能提供足够大的冷却速度范围,不能根据不同合金和型材壁厚来选择不同的冷却速度;
Failure to provide adequate cooling rate to meet the requirement of different alloys and wall thickness
2)调节性差。型材截面往往都是不对称的,壁厚也不是均匀的,如果不能根据型材截面的情况进行冷却速度大小的调节,厚壁的地方就会冷却的慢,薄壁的地方就会冷却的快,这样就会造成型材变形和性能不均;
Short of regulatory. With asymmetrical structure and uneven wall thickness, if the cooling rate can not be adjusted as per the section shape, it will cause deformation and unstable performance, for instance, thick-walled shapes often are cooled slowly, whereas thin-walled shapes are cooled quickly.
3)操作性差。有些在线淬火装置具备了以上两点的功能,但操作性差,工人实际操作困难,精确度差,且耗时,所以根本无法满足使用的需求。
Difficult to operate. Some online quenching devices have the above mentioned functions, but the workers have difficulty in actual operation with poor accuracy and high time consumption, so there is no way to compete the demand of use.
由于以上的原因,造成型材变形量大,性能不稳定,废品率过高,成本上升,难以满足生产的需求。所以提升国内在线淬火的装备水平,已是国内铝型材装备行业的重要任务。
In view of large deformation, unreliable performance, high waste rate, and high cost, we conclude that it is critical for the domestic aluminum equipment industry to improve the online quenching equipment.
2、目前欧美日本等发达国家的在线淬火装置相对比较先进
Online quenching devices in developed countries such as Europe, America and Japan are relatively advanced
1)风冷、雾冷、高压喷水联合一起,能提供较大的冷却速度范围,使用时可根据不同的合金、不同的型材截面来选择合适的冷却方式。如6063合金型材可选择风冷,厚壁6061合金型材可选择高压喷水,而薄壁的6061合金型材则可选择雾冷;
It is a combination of air, mist and water cooling to provide a wide cooling range, so as to adopt proper cooling mode as per needs, like air cooling can be applied to 6063 alloy, high pressure spray can be applied to thick-walled 6061 alloy, and mist cooling can be applied to thin-walled 6061 alloy.
2)调节性较好。一种是在型材截面的周向上分布若干路风口和喷头,每一路风口和喷头均可调节,这样就可根据型材截面结构不同进行冷却强度的方向性调节。如壁厚较厚的一侧需要较强的冷却强度,壁厚较薄的一侧则需要较弱的冷却强度。这样有利于型材整体冷却均匀,在保证足够冷却速度的前提下,减少型材的变形;另外一种是多段冷却,每一段可选择不同的冷却速度。由于淬火开始阶段变形较敏感,如果一开始就采用较快的冷却速度,而型材截面的周向上又不能进行方向性的调节,就会造成型材变形量大。故淬火前段可选择相对缓慢的冷却速度,先将型材缓慢冷却到一定的温度后,后段再采用较快的冷却速度进行急冷。这样既可保证足够的冷却强度,同时也能减少型材的变形。
Good regulatory. 1. The nozzles are distributed around the section with independently adjustable columns, which makes it possible to apply proper cooling rate to achieve optimal mechanical properties and correct dimensional tolerances. 2. Multi section cooling with independently adjustable sections. Due to the initial rate of quenching process dictates the initial metal hardness. Some shapes will warp if cooled too quickly. Therefore, a mild cooling rate is preferred at the initial of quenching process. When the profile is slowly cooled down to a certain temperature, then a fast cooling rate is allowed. Thus ensures adequate cooling intensity and small deformation.
3)操作性较好。所有的这些调节均可通过人机界面进行控制,调节比较方便,操作性强。控制系统有自动记忆功能,将每次生产的工艺参数自动记录下来,下次使用时可自动调用。
Easy to operate. All these adjustments can be managed on man-machine interface, which is convenient and operable. The control system has automatic memory function, which automatically records the process parameters of each production and can be automatically recalled when produce the same profile.
但是,因为铝型材挤压是间歇挤压,非挤压时停顿在淬火区段的型材与挤压时通过淬火区的型材受到的有效冷却时间不一致,这样会引起该两段的淬火强度不一致、性能和变形量也不一致。这个问题国际上比较先进的淬火装置也没有很好解决。
However, the extrusion process is intermittent. The effective cooling time of the profile in dead cycle is different from that in extrusion cycle, which will cause unbalanced quenching intensity, performance, and deformation. This problem also exists in the international advanced quenching devices.
论文正文:国内新的在线精密淬火技术及装置的介绍
Main thesis: Introduction of new online precise quenching technology and equipment in China
1、 在线精密淬火因素考虑
Factors
1-1 足够的冷却速度范围
Adequate cooling range
只有足够的冷却速度,才能确保过饱和固溶体被固定下来不分解,防止强化相析出,才能保证型材淬火时效后的力学性能达到最佳水平。要达到足够的冷却速度,就要配置合理的冷却源、冷却长度以及冷却密度。冷却源就是指风机、水泵以及相应的冷却介质。冷却长度就是指风口、喷管或水槽的长度。冷却密度就是指风口或喷头的分布密度。而这三方面都要根据该生产线所生产型材的最大线密度、不同合金的淬火对冷却速度敏感性强弱以及挤压出材的速度综合计算来确定。所生产的型材线密度越大、合金的淬火对冷却速度敏感性越强、挤出速度越快,所要配置的风机和水泵越大,淬火区的长度就要越长,用水作介质的水温就要越低。当低温的水都满足不了冷却速度的情况下,还可以在水中加入不同的溶剂来调节水的冷却能力。比如聚乙醇,通过调节聚乙醇水溶液的浓度来控制冷却速度。
To ensure fixed supersaturated solid solution and optimum mechanical properties, and reserve the hardening precipitates, it requires adequate cooling rate. As a result, a reasonable cooling source, cooling length and cooling density are claimed. Cooling source refers to the fan, water pump and cooling media. Cooling length refers to the length of air nozzle, spray nozzle, or water tank. Cooling density refers to the distribution density of the air nozzles or spray nozzles. The three elements are determined by the maximum linear density of the profile, the quenching sensitivity to the cooling speed and the extrusion speed. With bigger linear density, greater quenching sensitivity to the cooling speed, and faster extrusion speed, it needs bigger power of ventilator and water pump, longer quenching zone and cooler water temperature. When low temperature water can not meet the cooling rate, different solvents can be added to regulate the cooling capacity of water, such as, polyethanol is used to control the cooling rate by regulating the concentration of ethanol solution.
1-2 型材截面的冷却速度保持基本一致
Consistent cooling speed
只有冷却速度基本一致,才能确保型材淬火效果基本一致,从而保证型材性能的均匀性,有效减少型材的变形和弯扭。要保证型材截面周向的冷却速度一致,就要保证截面周向冷却强度能够根据型材截面结构情况、壁厚的厚薄进行调节。比如壁厚较厚的一侧需要冷却强度高,壁厚较薄的一侧则需要冷却强度低些,这样就可使得型材截面同一时间内冷却到相同的温度。
To ensure uniform performance and less irregularity and bending, it requires consistent cooling rate. Thus, it is necessary to adjust the cooling intensity to section shape. For example, thick-walled shapes are cooled using a high cooling intensity, while thin-walled shapes are cooled using a lower cooling intensity, which allows the profiles to be cooled to the same temperature at the same time.
而要保证型材纵向的淬火强度一致,就要保证纵向上所受的冷却时间一致,也就是纵向上每部分通过淬火区的有效冷却时间一致。
It is necessary to ensure consistent cooling time so as to ensure balanced quenching intensity, that is, the effective cooling time of each section in quench zone is consistent.
1-3 适应不同型材截面宽高比的变化
Proper ratio change of width to height
特别中大型挤压机所生产的型材截面宽高比变化非常大,当生产板材时,宽高比可能达到100:1以上,而生产管材或棒材时,宽高比可能是1:1。在这么大的宽高比变化情况下,如何保证型材上下左右各个表面与风口和喷头之间的距离合适,从而保证有效的冷却速度和减少能耗。
The ratio change of width to height, particularly for large extrusion press, is great. When produce aluminum sheet, the ratio is more than 100:1, while produce aluminum tube or billet, the ratio may be 1:1. Under this circumstance, we need to manage adequate gap between nozzles of four sides to ensure effective cooling rate and reduce energy consumption.
1-4 操作性比较强,能方便操作人员进行调节控制。
High automation and easy operation.
1-5 在满足以上四点的前提下,如何有效降低运行的成本。
Lower cost.
2、两种新的在线淬火装置
Two new online quenching devices
为解决以上的问题,我们设计了两种不同形式的在线淬火装置。一种是针对中大型(1650t以上)挤压机配套的,另一种是针对中小型(1650t以下)挤压机配套的。因为中大型挤压机所生产的型材截面相对较大,比较容易实现型材上下左右四个方向冷却差异化控制。而中小型挤压机所生产的型材截面相对较小,实现型材上下左右四个方向冷却差异化控制相对较难,所以要有针对性的设计不同的方案。
To solve the above problems, we designed two types of online quenching devices. One is for large extrusion press (above 1650T), and the other is for small extrusion press (below 1650T). Because for relatively large section produced by the large extrusion press, it is easy to realize the cooling differential control of the four sides of profile. While for relatively small profile section, it is relatively difficult to achieve the cooling differential control in the four sides of profile. Therefore, the design should be accordingly.
2-1 中大型挤压机配套在线淬火装置的功能特点
Functional features of online quenching device for large extrusion press
2-1-1 风冷、风雾混合、雾冷、高压喷水四合一的功能
Combination of air, air & mist, mist, high pressure spray cooling
我们采用风冷、风雾混合、雾冷、高压喷水四合一的功能,每一种功能都可以根据需要进行大小调节,形成从弱到强无级变化的冷却强度,适应不同合金不同壁厚对冷却强度的不同需求。比如一般生产薄壁的6063合金型材时采用风冷,生产厚壁6063合金型材或薄壁6061合金型材时采用风雾混合,生产中薄壁6061合金时采用雾冷,生产厚壁6061合金型材时采用高压喷水。
We use the combination of air, air and mist, mist, high pressure spray cooling, and each function can be adjusted as per requirement. The cooling intensity is adjustable for different wall thickness and different alloys. For instance, thin-walled 6063 alloy uses air cooling, thick-walled 6063 alloy or thin-walled 6061 alloy uses air and mist cooling, medium and thin-walled 6061 alloy uses mist cooling, thick-walled 6061 alloy uses high pressure spray.
冷却源的配置,要根据该机台生产的型材米重、挤出速度、合金淬火对冷却速度敏感性强弱等因素来决定。型材米重越大、挤出速度越高、合金淬火对冷却速度敏感性越强,风机和水泵的功率就越大、淬火区的长度也就越长。
The capacity of the cooling source is determined by those factors such as the ratio of weight to length, extrusion speed and quenching sensitivity to cooling speed. With higher ratio of weight to length, higher extrusion speed and greater quenching sensitivity to cooling speed, it requires bigger power of the ventilator and water pump, and longer quenching zone.
为什么要采用风雾混合?主要因为挤压车间的气温比较高,纯风冷时,哪怕风压、风量很大,冷却速度也不高,并且能耗很大。如果直接用雾冷或水冷,相对部分合金型材的冷却速度又过高,型材容易变形。而用风雾混合,既能获得比风冷强很多的冷却效果,又能降低风机的能耗,从而获得合适的冷却速度。
The main reason of using air and mist combined cooling is that the environment temperature in the extrusion workshop is higher. When using air cooling only, even with high air pressure and big air volume, fast cooling rate cannot be attained and energy is costly. When using mist cooling or spray cooling only, the cooling rate of thin-walled shapes is relatively high and deformation is easily caused. When using air and mist combined cooling, the better cooling effect can be achieved and the energy is saved.
2-1-2 周向多路冷却布置并冷却强度差异化调节
Distribution of columns and differential adjustment of cooling intensity
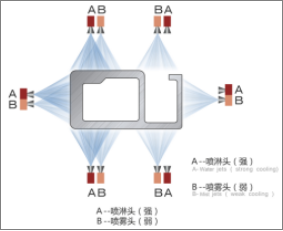
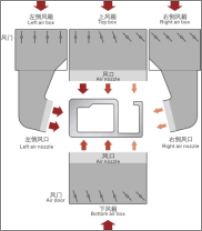 图1 fig 1
图1 fig 1
为了解决截面周向冷却的均匀性,围绕挤压机中心线平行分布若干路风口和喷头(如图1所示),具体多少路要根据具体生产线所生产的型材截面宽度来确定。每一路风口和喷头都可单独调节风量或水量,以满足不同合金和壁厚所需要的冷却速度,确保截面上各个位置淬火均匀。这对确保型材性能均匀和有效减少型材变形起到关键作用。
In order to attain uniform cooling of the section, the nozzles should be distributed in parallel columns around the center line of the extrusion press (see fig 1). The quantity of columns is determined by the actual width of the section. Each column can be managed separately as per specific requirements to ensure balanced quenching, uniform performance and less deformation.
2-1-3 纵向分段调节及顺序启闭功能
Sectional adjustment and switch on/off in sequence
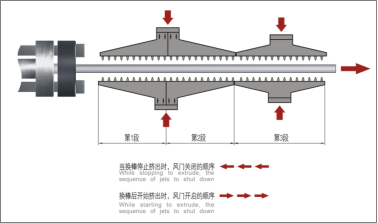 图2 fig 2
图2 fig 2
纵向的每段冷却强度可以单独调节。当个别型材淬火时特别容易变形的,光用以上两种功能还无法满足时,还可以将纵向的前段冷却强度调小,后段的冷却强度调大。这样既可保证型材得到充分的冷却,又可以减少型材变形。
The cooling intensity of each section can be adjusted independently. When some shapes are particularly easy to bend during quenching, while the above two functions are not capable, you can reduce the cooling intensity of the front section, and increase the cooling intensity of the rear section to ensure adequate cooling and less deformation.
为了解决型材纵向淬火的一致性,各路风口和喷头在纵向上分若干段(如图2所示),具体多少段要根据具体生产线需要来确定。每段都有独立的控制阀来控制。换棒停止挤压时,从冷床往挤压机方向按顺序分段关闭;换棒开始挤压时,从挤压机往冷床方向按顺序分段开启。这样就可以使得型材纵向的冷却时间基本一致,从而确保型材纵向的性能比较均匀,减少纵向的弯扭。
For the sake of obtaining balanced quenching, the nozzles should be divided into sections (see fig 2). Each section has an independent control valve. During the dead cycle, the section is switched off in sequence as the direction from handling table to extrusion press. During the extrusion cycle, the section is switched on in sequence reversely. In this way, the cooling time is basically consistent, thus to ensure uniform performance and small bending.
2-1-4 顶部风口(喷头)与侧风口(喷头)上下位移调节
Adjustment of movement of air nozzles (spray nozzles) on top, left and right
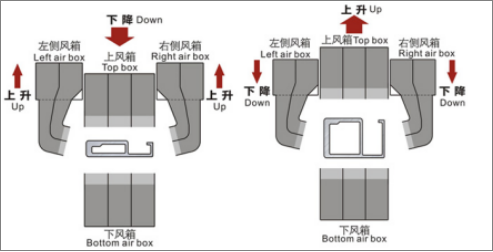
图3 风门和两侧风口上下错位调节
Fig 3 Adjustment of movement of air valves and air nozzles on left and right
为了解决型材宽高比变化过大,引起上下左右风口或喷头与型材表面之间距离变化过大,我们将上部的风口和喷头与左右的侧风口和侧喷头设计成分离的,并且相互间可以移动(如图3所示)。这样就可以根据型材的宽高比来调节风口或喷头与型材表面之间的距离,确保上下左右各路风口和喷头与型材各表面保持合适的距离和位置,提高冷却的精准度和减少能耗的损失。
Due to big ratio change of width to height, the distance between nozzles and profile surface is changeable. If the nozzles on top are designed independently and moveable (see fig 3), the distance between nozzles and profile surface can be adjusted properly according to the specific ratio to improve precision and save energy.
2-1-5 辅助牵引头
Subsidiary puller head
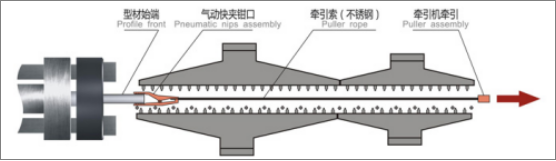
图4 辅助牵引头
Fig 4 Subsidiary puller head
在淬火作业中,牵引机一般不适宜进入淬火区,特别是水冷作业。如果牵引机进入淬火区,淬火装置就难以正常工作,通过淬火区的这段型材就无法得到正常的淬火,将会造成该段型材的浪费。在牵引机不进入淬火区,而又能实现牵引和淬火同时进行,就采用辅助牵引头(图4所示)。当生产第一根铸棒时,用辅助牵引头牵引着型材,用牵引机牵引着辅助牵引头,并且淬火装置正常工作。
During quenching operation, especially water-cooling operation, the puller is not allowed to enter the quenching zone. If the puller enters the quenching area, the quenching device will not work properly and the desired hardness will not be well obtained, which will cause the waste of the section. As the puller does not need to enter the quenching zone, and the traction can be done simultaneously, the subsidiary puller head (see fig 4) is adopted. When produce the first billet, the subsidiary puller head moved by the puller is used to pull the profile outside of the quenching zone.
2-1-6 人机界面控制及参数记忆功能
Man-machine interface control and data memory function

图5 人机界面控制及参数记忆功能
Fig 5 Man-machine interface control and data memory function
为了方便操作人员的控制,在线淬火装置所有的动作和工艺参数均可通过人机对话来进行控制,友好的操作界面(图5所示)非常适合国内工人使用。为了提高调节的效率,减少因调节过程不当所产生的废品,控制系统特别设计了自动记忆功能。每次生产的型材,当认为淬火的工艺参数比较合理时,可启用记忆功能将该组参数记忆下来,下次再生产该型材时,只要录入该型材的型号代码,系统会自动调用上次记忆下来的参数进行生产。
To facilitate the control of operators, all online quenching device and process parameters are controlled by man-machine interface, which is simple and convenient (see fig 5). In order to improve the efficiency and reduce the waste generated by improper adjustment process, the control system is designed with automatic memory function. For each production, the quenching process parameters can be saved. When produce the same profile, inputting the alloy code, the system will automatically recall relative parameters.
2-1-7 远程调试、监控和维护
Remote debugging, monitoring and maintenance
为方便调试、监控和维护,控制系统设有远程监控接口。有需要时,可通过网络对系统进行远程调试、监控和维护。
The control system has remote monitoring interface to facilitate debugging, monitoring and maintenance. When necessary, the remote debugging, monitoring and maintenance can be conducted via internet.
以上方案在广东豪美铝业的2500t和3600t挤压机所配置的在线淬火装置(图6所示)上得到充分的验证,完全可以满足生产工艺的要求。型材经过在线淬火和人工时效后,完全满足力学性能的要求,而尺寸精度也得到充分的保证。
These functions have been applied to the online quenching device for 2500T and 3600T extrusion line in Guangdong Haomei Aluminum Industry (see fig 6). After quenching and artificial aging, the mechanical properties and the dimension precision of profile are guaranteed.

Fig 6 Quenching device in Guangdong Haomei Aluminum Industry
2-2 中小型挤压机配套在线淬火装置的功能特点
Functional features of online quenching devices for small extrusion press
针对中小型挤压机配套配套的在线淬火装置,除了中大型挤压机配套的在线淬火装置上a、b、c、f、g的功能配置基础上,加强以下的功能(如图7所示):
Apart from above mentioned functions (under clause a, b, c, f, g) for large extrusion press, the following functions of online quenching devices for small extrusion press are put (see fig 7)
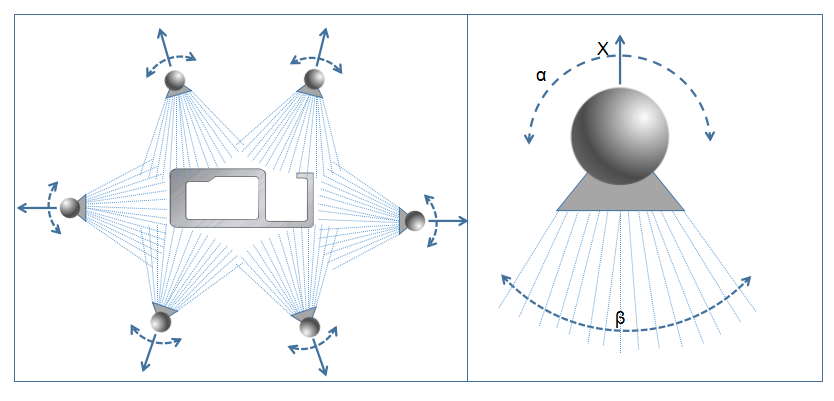
图7 喷头的可旋转及摆动控制
Fig 7 Rotation and swing of the nozzles
2-2-1 喷头设计成可以摆动和旋转
The nozzles are designed to swing and rotate.
为解决小型材截面上喷水的准确定位,将喷水和喷雾的喷头设计成可以摆动和旋转的,如图示中的α和β。喷头旋转一定的角度,可以将喷射出的水和雾的宽窄进行一定范围的调节,甚至可调成平行于挤压中心线的一条线,这样就能将水集中到型材的某一局部上。喷头摆动一定的角度,也是有利于将水和雾对准型材的某一位置。
To achieve accurate positioning of water spray onto the small section, the spray nozzles of water and mist are designed to swing and rotate (shown as α and β in fig 7). It is to adjust the rotating angle or swing angle to adjust the spray width, even align with the center line of the extrusion press, so water and mist are amassed to a certain shape of the profile.
2-2-2 喷头还可以进行径向移动
The nozzles are designed to move in radial direction.
喷头还可以进行径向移动一定的距离,这也是为了更好的进行冷却定位,减少水的压力损失。该方案在深圳福晟五金制品有限公司的1450t和1800t的挤压机所配置的在线淬火装置上得到充分的验证。型材经过在线淬火和人工时效后,完全满足力学性能的要求,而且尺寸精度也得到充分的保证。
The nozzles can move a certain distance in radial direction, which is for better cooling positioning and lower loss of water pressure. The design has been applied to the online quenching equipment for 1450T and 1800T extrusion line in Shenzhen Fusheng Hardware Products Co., Ltd.
总结:在线淬火的研发方向
Conclusion: Further development of online quenching
1、往智能化控制方向发展
Intelligent control
目前,在线淬火装置主要还是靠人来控制,靠操作人员根据不同的合金成分、不同的型材截面和壁厚情况来选择不同的冷却方式和冷却速度。这样不但会对人的依赖性强,而且影响效率和准确性。所以应往智能化方向发展,只要将产品的合金牌号和截面图输入控制系统,控制系统就会自动选择相应的冷却方式和冷却速度。
At present, online quenching device is controlled by men. Operators select proper cooling mode and cooling rate based on alloy composition, cross section and wall thickness. Nevertheless, this will not only affect dependence on man, but also affect efficiency and accuracy. Therefore, the intelligent control should be developed. To input the alloy code and cross-section diagram into the control system, the control system will automatically select the corresponding cooling mode and cooling speed.
2、将目前需要离线淬火的部分合金能实现在线淬火
Convert offline quenching into online quenching
因离线淬火需要二次加热,能耗比较高,如何将目前需要离线淬火的部分合金能实现在线淬火。那将大幅减少能耗,提高效率。
Because offline quenching requires secondary heating and high energy consumption, it is a must to convert offline quenching into online quenching to significantly reduce energy consumption and improve efficiency.
注释:
Remark:
① 佛山市南海赛福铝材设备有限公司已于2012年04月25日获准冠省名广东赛福铝材设备有限公司
“Foshan Nanhai Save Aluminium Equipment Co., Ltd.” obtained the name of “Guangdong Save Aluminium Equipment Co., Ltd” on Apr 25, 2012.
参考文献:
王祝堂,田荣璋 《铝合金及其加工手册》 中南大学出版社(第三版),2005.
Reference:
Mr. Zhutang Wang , Mr. Rongzhang Tian Aluminium Alloy and Its Processing Manual Zhongnan University Press (The 3rd Edition) 2005

